Electrochemical machining (ECM) enables high-precision deburring and rounding of workpiece edges using electrolysis. Pre- or post-cleaning ensures the stable functioning of the process and ensures that the surface finish meets defined cleanliness specifications. A manufacturer of ECM solutions therefore integrates ultrasonic cleaning modules into its individually manufactured systems.
Founded in 2007, VULIC ECM initially focused on the development and manufacture of customer-specific devices (tools) and spare parts for electrochemical metal machining (ECM). Seven years later, the first ECM system developed in-house followed with the V 500 machining center and the established service portfolio was expanded to include contract machining. The modularly designed standard and special systems and services of the Ottobeuren-based company are now in demand internationally from customers in the automotive, defense, aerospace and medical technology industries, among others.
Integrated ultrasonic cleaning for stable ECM processes and high cleanliness
In ECM technology, burrs can be efficiently removed and edges rounded with high precision, even in hard-to-reach areas such as blind holes, bore intersections and pockets. For the non-contact process, the tool is connected to a direct current source as the cathode (negative) and the component is polarized as the anode (positive). The charge exchange takes place in a saline electrolyte solution, whereby the burrs are completely dissolved and removed from the working gap by the electrolyte. “For the quality and precision of ECM processes, it is crucial that the parts to be machined are free of oil and grease,” explains Sascha Haushammer, Sales Manager at VULIC ECM.
“In addition, enormously increased cleanliness requirements usually require cleaning after the ECM process to remove electrolyte residues and any particles adhering to the component.” For these reasons, the system manufacturer has also been offering its machines with integrated modules for pre- and post-cleaning, for example with ultrasonic, since 2018 and also uses them in the service sector. VULIC ECM manufactures the cleaning tanks in-house to customer specifications, now also for applications without ECM. The company was looking for an efficient partner for the ultrasonic equipment.
Ultrasonic adapted to the respective application
One company for cleaning media recommended Weber Ultrasonics AG. The internationally active company develops and produces ultrasonic components for cleaning, welding and cutting. The generators for component cleaning are available in different frequencies, also as multi-frequency systems. In combination with frequency-adapted plate, immersion and rod transducers, they enable the construction of compact cleaning solutions that are individually tailored to the workpieces and cleanliness requirements.
“We also spoke to other manufacturers at the time, but the collaboration with Weber Ultrasonics worked so well right from the start that we didn’t bring any other suppliers on board,” reports Sascha Haushammer. “We receive very good advice and have been able to build up a certain amount of expertise in ultrasonic cleaning over the years. Today, we only really need the expertise of Weber Ultrasonics for special projects.”
Edge rounding and cleaning of kilometer-long metal strips
One such project was the development and production of a complete solution for processing steel strips of different widths and thicknesses and several kilometers in length. The task actually sounded simple: to produce a defined edge rounding on one side of the parts and prepare them for subsequent preservation by the customer. “The process speed was also an important factor,” explains Sascha Haushammer. VULIC ECM designed a modular throughfeed system with pre-cleaning, ECM processing and post-cleaning stations including ultrasonic.
The module for post-cleaning consists of three separate zones. The middle zone is equipped with a 25 kHz Sonosub transducer with 500 watts of power on the floor side. The laser-welded capsule of the transducer is extremely smooth and therefore minimizes deposits. With the Sonic Digital HS3 generator, which has been adapted in terms of output, the frequency of 25 kHz is digitally generated, controlled and monitored by a 32-bit microcontroller. The power can be regulated in the range from 10 to 100 percent in 1% increments, which allows optimum adaptation to part-specific cleaning programs.
Processing and cleaning at high process speeds
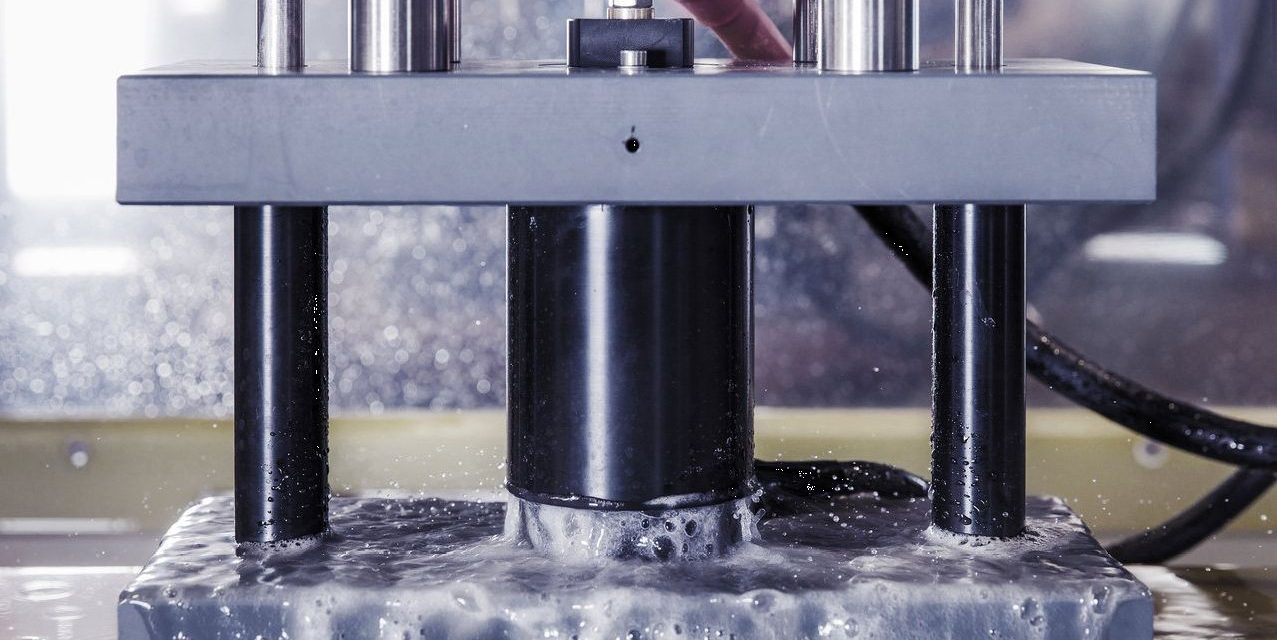
The belts, which are slightly contaminated with oil, are unwound on the infeed side using a decoiler and undergo a combined spray and brush pre-cleaning in the first station. Edge rounding takes place in the middle module. At the post-cleaning station, the steel strip is sprayed off in the first zone and completely drawn into the tank filled with cleaning medium via a roller in zone 2. In this liquid bath, the ultrasound develops its effect through acoustic cavitation: the immersible transducer transmits the electrical signals generated by the generator into the liquid, creating an alternation of negative and positive pressure.
In the negative pressure phases, microscopically small cavities are formed, which collapse (implode) in the subsequent positive pressure phase. This creates shock waves with considerable energy, which “blast off” particulate and filmic-chemical contamination. At the same time, microflows develop which flush away detached or dissolved contaminants. The belts are transported via another roller to zone 3, which is equipped with a hot-air drying system. They are then protected against corrosion in the customer’s preservation unit before being rolled up again.
Read other recent UK Manufacturing news: https://uk-manufacturing-online.co.uk/category/news/




{kind=link}